



| 材质 | 聚晶立方氮化硼 |
|---|---|
| 规格 | 国标 |
| 加工范围 | HRC45以上 |
| 结构类型 | 复合式 |
| 类型 | 精车刀 |
| 执行质量标准 | 国标 |
| 标准编号 | hlcbn |
| 是否进口 | 否 |
| 适用机床 | 车床 |
| 是否库存 | 库存 |
| 是否批发 | 批发 |
| 是否涂层 | 非涂层 |
| 贸易属性 | 库存 |
| 刀片厚度 | 标准可选 |
| 发货期限 | 2天内 |
| 经营模式 | 自产自销 |
| 车刀角度 | 标准可选 |
| 品牌 | 郑州华菱超硬 |
| 型号 | BN-H10、BN-H20 |
| 打样周期 | 3-4天 |
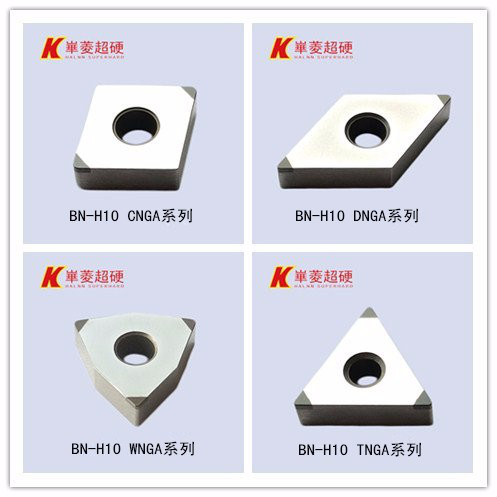
| 刀片形状 | 方形、菱形、三角形等 |
| 刀片切削刃长度 | 标准可选 |
| 刀尖圆角半径 | 标准可选 |
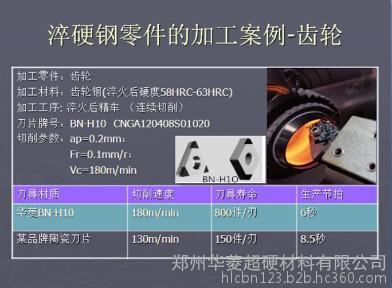
精车加工加工淬火钢齿轮CBN刀具选择【华菱立方氮化硼专用车刀】
精车加工淬火钢齿轮的各方面因素,华菱超硬推出了三种新牌号的立方氮化硼刀具专门用于精车加工淬火钢齿轮。(BN-H10/BN-H20/BN-S20)这三种牌号的CBN刀具,耐磨性好,不崩刀,可成倍提高加工效率。华菱超硬是加工淬火钢齿轮的CBN刀具**品牌。

俗话说,工欲善其事必先利其器,选择一把好的刀具是加工淬火钢齿轮的首要条件。 齿轮钢件经过淬火后**具有了高硬度高强度塑性差等特点,这使淬火钢齿轮成为了难以加工类材料。另外,由于淬火钢齿轮较硬,切削力大、导热率低,加快了刀具的磨损。因此加工淬火钢齿轮的刀具必须具有优异的性能才能满足要求。
大家都知道,硬质合金刀具本身硬度不高,精车加工淬火钢齿轮会频繁出现加工不动、崩刀等问题,影响加工效率不说,还使制品精度得不到保证;后来推出的一种涂层硬质合金刀具,是在硬质合金的基体上涂覆了一层耐磨材料,但还是不能有效改善原有刀具的性能,逐渐也被淘汰出局;陶瓷刀具的陶瓷刀具加工效果虽然比以上两种硬质合金刀具要好,但陶瓷刀具的缺点是脆性大,抗弯强度和抗热冲击性能较差,当切削温度高,容易产生裂纹;CBN刀具的出现不仅大大提高了刀具的耐磨性,还具有良好的导热性能以及红硬性,无论在多高的切削力和切削温度下,依然可以轻松精车加工淬火钢;
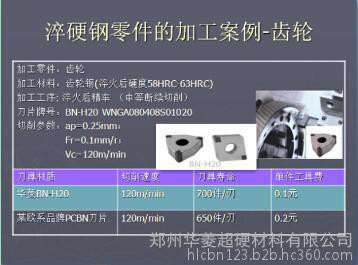
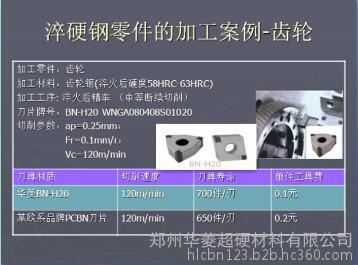
华菱超硬立方氮化硼刀具,简称HLCBN,在原有CBN刀具的基础上做了改进,不仅进一步提高了刀具的性能,改善了常规CBN刀具脆性大的缺点,而且丰富了CBN刀具的产品内容,多牌号多规格的选择使华菱超硬被誉为高硬度材料切削加工难题解决专家。华菱超硬CBN刀具BN-H20加工淬火钢齿轮案例如下:
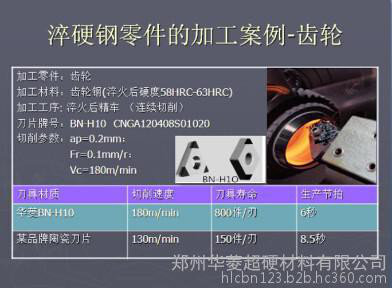
另外,华菱超硬CBN刀具BN-H10在淬火钢齿轮钢方面的应用案例如下所示,可见,华菱超硬CBN刀具已经成为加工淬火钢齿轮的**刀具。
郑州华菱超硬材料有限公司:高硬度材料切削加工难题解决专家。我们将以**规范化的流程响应,专业专注“量体裁衣”式服务,为客户创造的价值超越契约。
精车加工加工淬火钢齿轮CBN刀具选择【华菱立方氮化硼专用车刀】